There are several good reasons why you should know the cycle time of your design/part. The obvious reasons, if you are a molder yourself, are to plan the production and create sufficient capacity to reach the production quantity goal.
However, for all of you who outsource their entire production or even just specific parts, you better know the realistic cycle time of your part before talking to any molder or mold maker.
We all know the saying that time is money, well since cycle time is the most important time regarding plastic manufacturing, you can also say:
When you outsource, do you want to solely rely on the molder to give you an accurate cycle time estimation before starting? Some might even give you higher numbers, just so that they have an easier job or can charge you more for the production. Guessing the cycle time or using a time that fits your planning does not work either. Your planning needs to be focused around the cycle time and not the other way around.
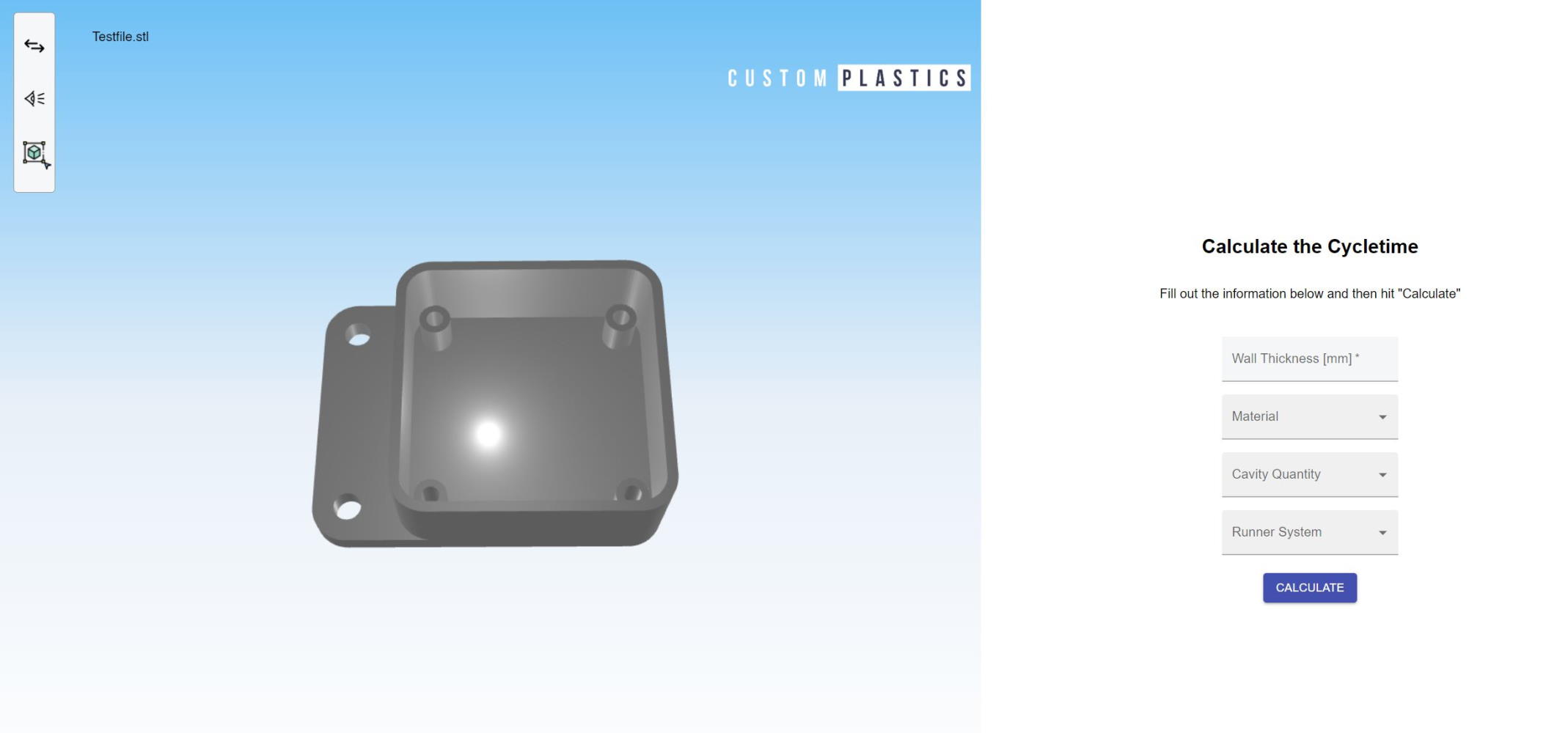
Be it either from experience, through previous, similar, parts, or through calculations tools like advanced CAD software or this website. You need to have an idea of the cycle time. Even though the theory most often can deviate from the real cycle time, you better have an idea. From experience in dealing with the most sophisticated mold flow simulation software, you can never perfectly simulate real circumstances. So don’t argue about 1-2 seconds, before the mold is in an injection machine.
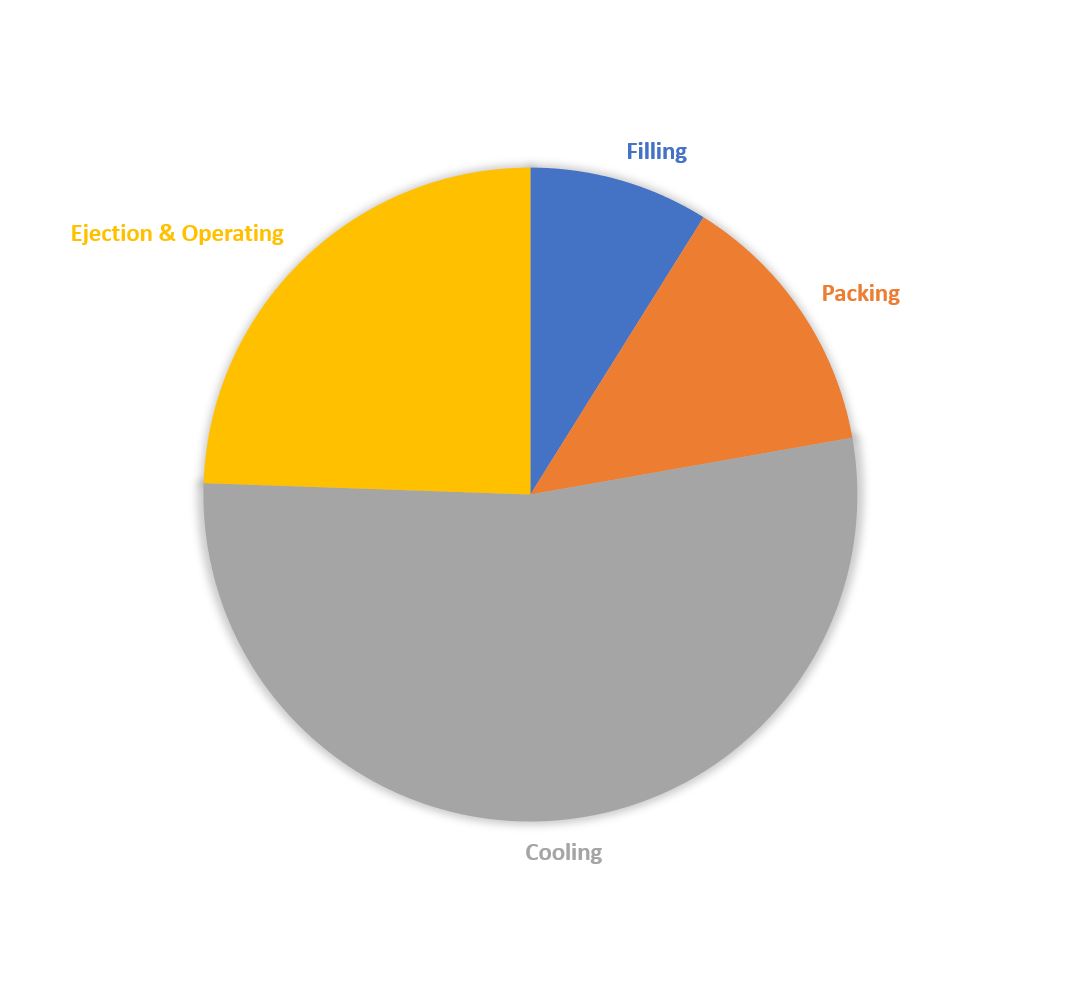
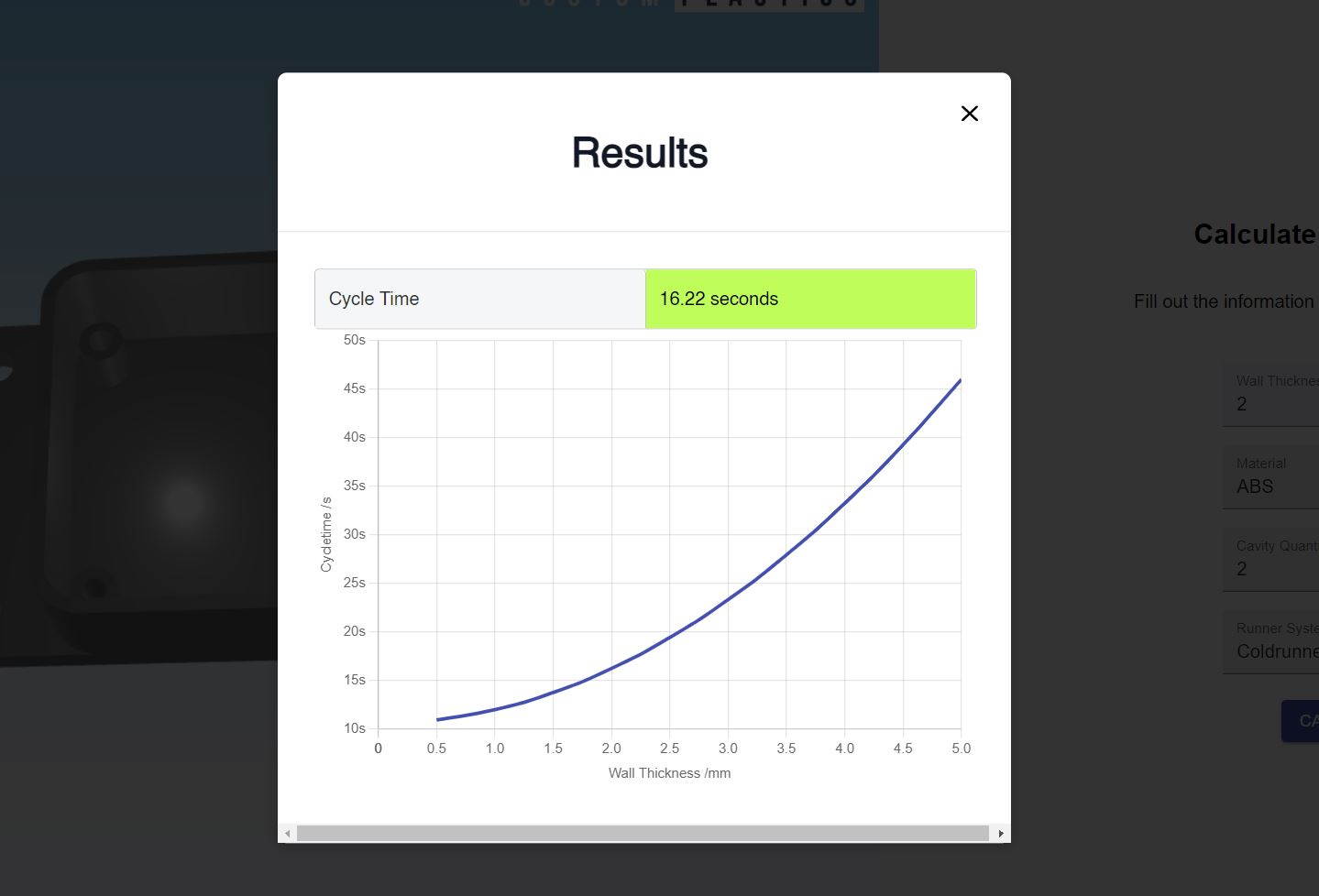
The most important factor regarding cycle time is definitely the cooling time, which is the stage of an injection molding cycle where the part has to cool down and solidify. This usually takes more than half of the time. Therefore, optimizing the cooling has always been a top priority when designing and building molds.
There are 2 factors that pretty much dictate the cooling time:
1. Wall thickness
2. Plastic material
Plastic material is always chosen based on its properties and cost, the same goes for wall thickness. Use the smallest wall thickness that satisfies your application, with a safety factor. Use designs that help to improve strength while not needing thicker walls.
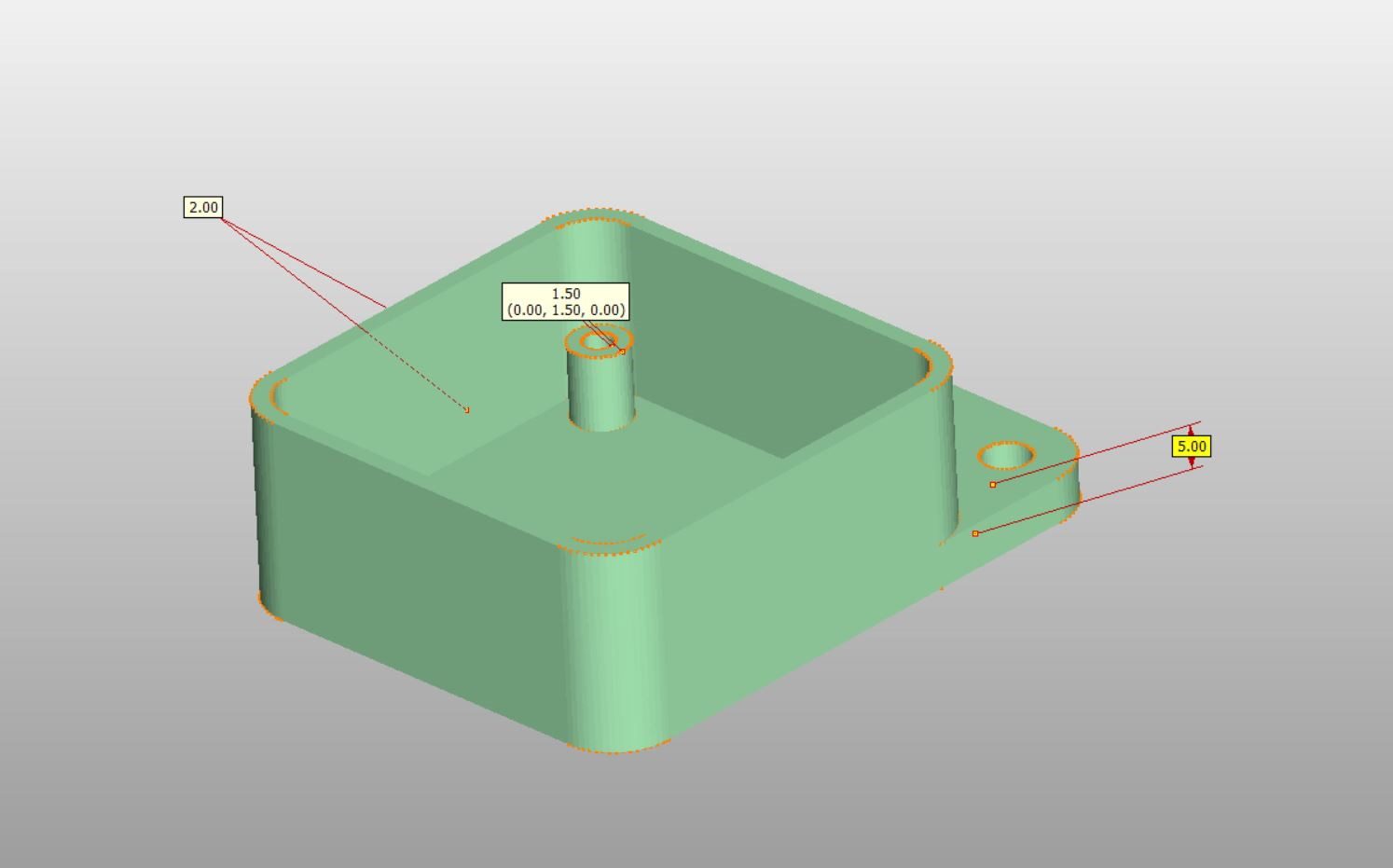
This is an example of a not-so-good design. The wall thickness on the bottom is 5mm which is quite big, it would be the bottleneck in trying to optimize the cycle time. There are more advanced ways of designing it, with rips, to have the same strength but to lower the wall thickness down to 2mm. Try it out, you will see that reducing the wall thickness down to 2mm instead of 5mm (which is just aesthetical nature and not fully needed for the application) would improve the manufacturing performance significantly.