Do you know your part's average wall thickness? Generally it is highly recommended to design plastic parts according to a wall thickness that you choose beforehand. Use the thinnest wall thickness that suits your part's application. This way you save time and money.
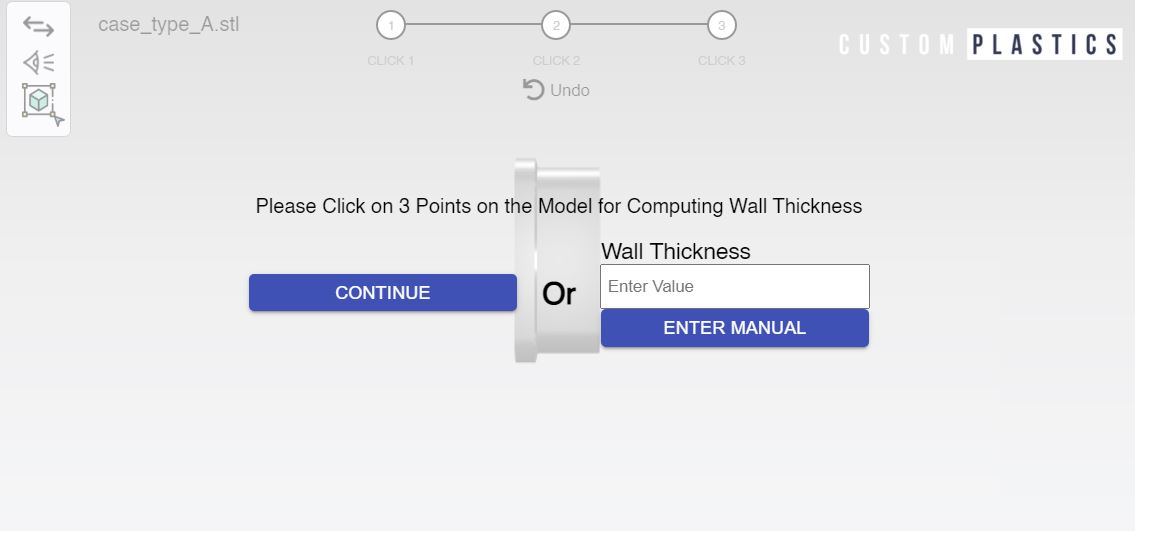
If you know it, please enter the value in mm and press "Enter Manual"
In case you do not know your part's wall thickness, we have an built-in tool that helps to find it. Scroll to the next picture and see how it works.
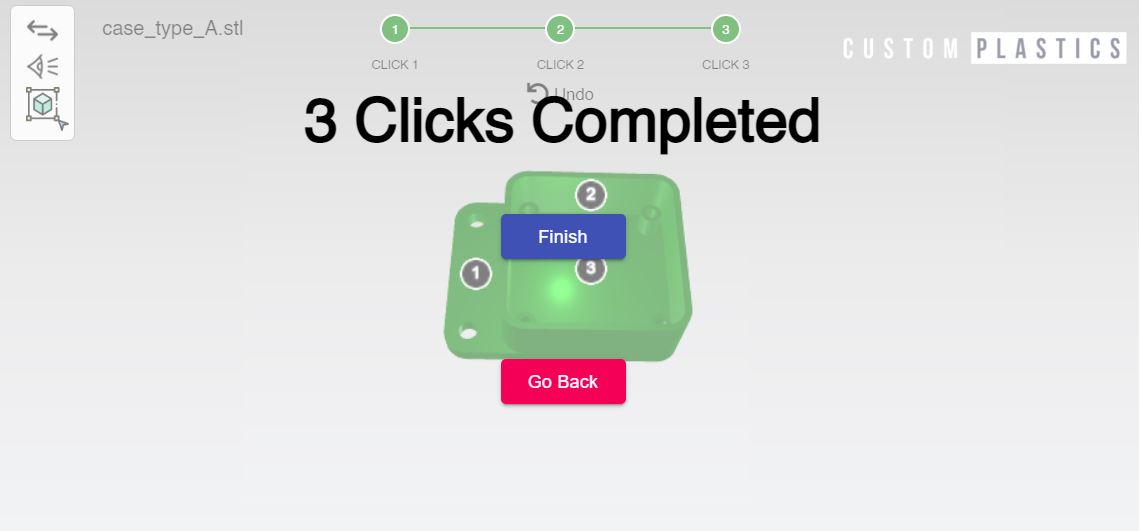
To find out the average wall thickness of your part, we developed a simple mechanism. You find 3 points on your model that represent the average wall thickness. Click on each point and then press "Finish". You can redo the measurements anytime if you feel that the wall thickness is not correct.
Try to click on surfaces that make up large areas of your part. This way you get a good and representative number. Generally, your wall thickness should be between 1 and 6 mm.
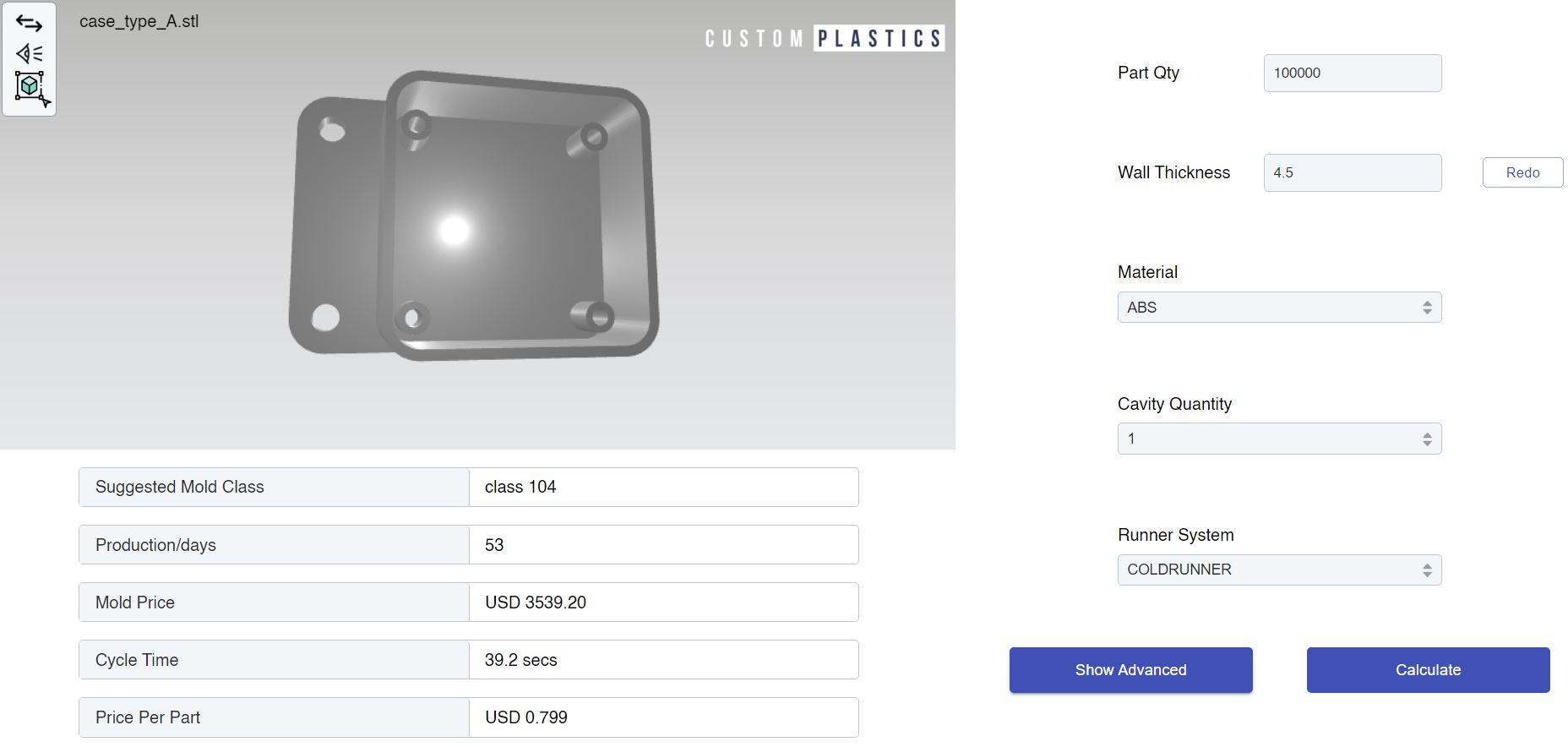
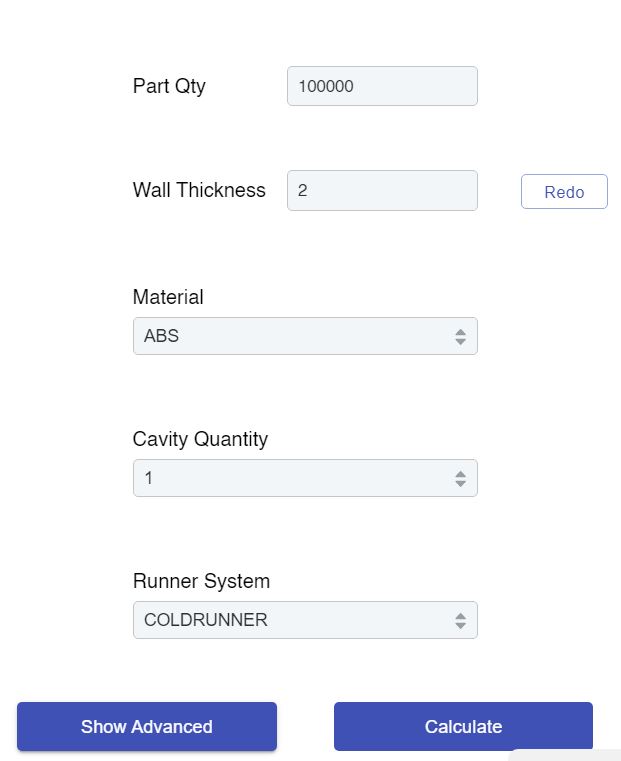
Fill in or select the input on the right side of the application. If you need help, take a look at the explanation below.
How many parts do you need? It is important for an injection molder to know what your expected quantity is. This will help them to determine which steel to use for the mold and the number of cavities.
Some larger injection molders will also decide whether or not they take you on as a customer.
Plastic material selection depends on the application of your part. It is important that you define the mechanical, chemical, thermal, and visual properties which your final part should have. If you are not sure about the material yet, take a look at the blog post on common used molding materials. Plastic material prices are from May 2021 and reflect the average price for a type of plastic, not from specific brands.
Top 15 Plastic Injection Molding MaterialsWall thickness plays a major role in the molding behavior, cooling time in particular. When designing a part you should try to follow your own guideline on wall thickness. Too large differences can create problems when molding. If you do not know your part's average wall thickness, we recommend taking a look at your part and try to follow the general design for manufacturability concepts.
The decision on the number of cavities is closely related to the manufacturing schedule and needs. We recommend you to start estimating the injection molding price with 1 cavity. After that you can adjust the number of cavities to hit your manufacturing schedule or price per part.
The runner system plays a major role in production efficiency and scrap. Cold runner molds, even though cheaper, have plastic scrap in form of runners. Hot runner molds eliminate most of the waste but come at a premium price. Our default is a cold runner mold.
This injection molding cost estimator has advanced options. Suit the price calculation to your needs. While we are still looking into expanding this section, our current selection allows you to choose the steel which you want to use. You will often get a cost effective steel selection that fulfills your needs if you let your injection molder decide.
Do you have your own requirements of which steel should be used? You can select the appropriate steel for your part here. There are surely better steel combinations for certain plastic materials than our default calculated steel choice. Feel free to choose steel from our list.
Select the steel you want to use for the mold base. The selection here is less critical as for the cavity material. If you are unsure, we recommend to go with our default selection.