Injection cycle time is a key factor in injection molding and has a big impact on project costs. Even small improvements in cycle time can lead to significant cost savings, especially for large-volume production.
Let’s dive into the details of what cycle time is, what components it includes, and what factors can affect it.
Another important topic is how to optimize it, as reducing injection molding cycle time is usually a top priority for manufacturers. All of it is covered in this article.
What Is Injection Molding Cycle Time?
Cycle time is a broad term in manufacturing. It usually refers to the total time needed to produce a single part or product. There can be an overall cycle time and a cycle time for sub steps. This becomes important when dealing with larger assemblies that are manufactured with vastly different processes.
Overall cycle time can include many different processes, like molding, doing a sub-assembly, adding a sticker, and packaging.
In this article, however, we’ll mainly focus on the cycle time of the injection molding process.
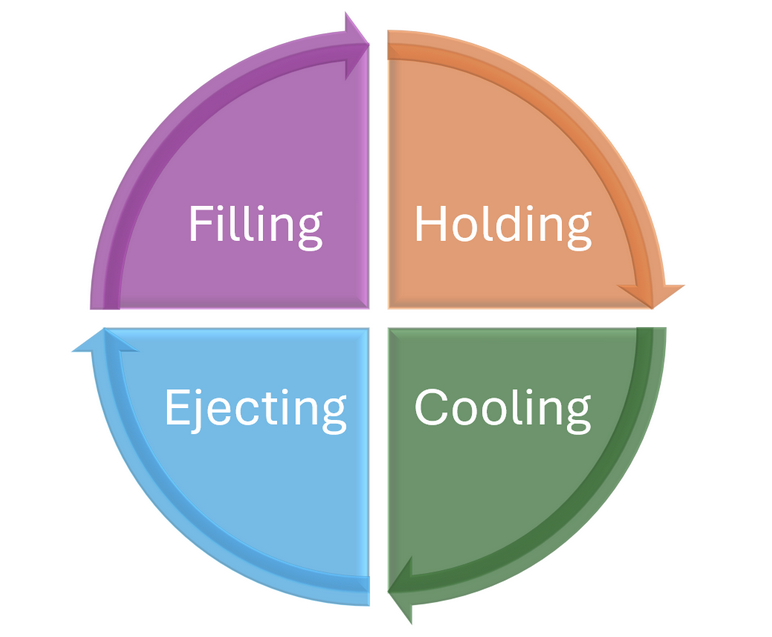
This typically starts with injecting the plastic into the mold and ends with ejecting the finished plastic part. To break it down, it includes injecting the plastic, a pressurized holding phase, a cooling phase, and finally, the ejection phase.
Components of Injection Molding Cycle Time?
Now let’s break down each phase and go into detail.
Injection time, filling time
The first step is filling the mold. The molten plastic, heated and pressurized as it moves through the barrel, is injected into the mold. This is where the name "injection molding" comes from. I won’t go into too much detail here, as this process alone could be a whole article on injection molding.
Injection time: ti = W/V + t
W represents the total shot weight, calculated as the number of cavities × (part weight + runner weight). This is the total amount of plastic produced in one shot (cycle) of the molding machine.
V stands for the injection speed of the machine, which can vary widely depending on the machine size. To get an idea of this number, take a look at the technical sheet from the machine manufacturer. For example, a 200-ton injection machine might have an injection speed of around 150g/s.
t refers to the time the screw takes to start and stop, which is typically safe to estimate at 1 second. While there’s some room for optimization here, having a modern machine with faster injection and movement capabilities can make a difference.
Melting time: tm = total shot weight / plasticizing capacity of the machine
This value can also be found in the detailed specifications of the machine and is typically a bit higher than the maximum injection speed. For our 200-ton injection machine, we can assume a plasticizing capacity of around 200g/s.
Screw driving time: ts
This is the time that the machine needs to start pushing molten plastic out of the nozzle.
Generally we can say that it depends on the size of the machine with a rule of thumb:
ts = 80T~200T -> 1~2s
ts = 200T~500T -> 2~3s
ts = 500T~1000T -> 3~4s
Holding time
In this phase, pressure is maintained to prevent the plastic from flowing back. Many molders prefer to separate this step from the cooling time.
The holding time largely depends on the specific part being molded. As a general rule of thumb, it ranges from 1 to 5 seconds, depending on the size and wall thickness of the part.
There isn’t much room for optimization in this phase.
Cooling time tC
This is probably the longest phase of the cycle and the one with the greatest optimization potential.
During this phase, the molten plastic solidifies. Cooling time can range from just a few seconds to several minutes, depending on the part. The main factor influencing cooling time is wall thickness. Thicker walls require longer times for the plastic to fully solidify.
This is also where things can get a bit more complex. Many manufacturers rely on a combination of experience-based rules of thumb and data from similar parts to estimate cooling times. This approach is often sufficient for a general idea.
However, for high-volume production where every second matters, more precise data is essential.
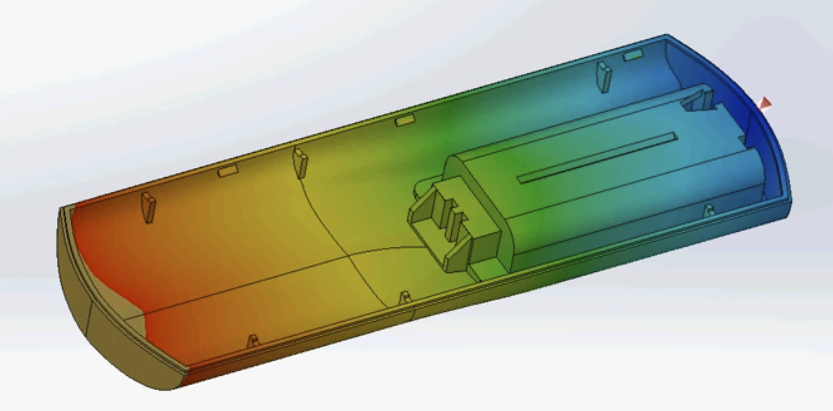
The most accurate method today is running a mold flow simulation. This provides detailed insights into cooling times and potential flow issues. However, simulations require time, preparation, and most importantly an experienced engineer to run and evaluate them. To get reliable results, cooling channels must also be designed and factored into the simulation for a realistic analysis. This is a lot of work if you are still in the quoting phase.
Another option is a more scientific approach. Several formulas for estimating cooling time can be found in literature. Based on our experience, the following formula has worked best for us:
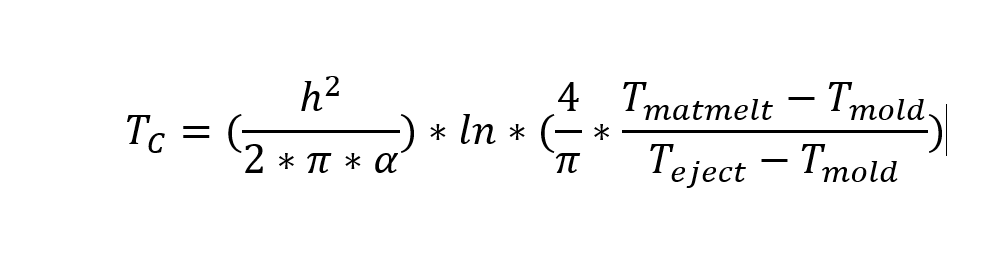
Tmatmelt = temperature of material melting in °C
Tmold = molding temperature of material in °C
Teject = ejection temperature (often close to HDT) in °C
HDT = heat deflection temperature (1.8MPaI) in °C
h = wall thickness
𝝰 = thermal diffusivity
Thermal diffusivity = thermal conductivity/density*specific heat
Part ejection
Mold operating time TO
This is the time required for the mold to open and close. Many factors influence it, such as the type of mold, the size of the mold, and the size of the machine.
Like other phases, this is often estimated based on experience, using a rule of thumb to cover typical scenarios:
to = 80T -> 4s
to = 100T-> 5s
to = 200T -> 7s
to = 300T -> 8s
to = 400T -> 9s
to = 500T -> 10s
to = 650T -> 11s
to = 800T -> 12s
to = 1000T -> 13s
Ejection time tE
This phase involves the actual ejection of the part and is typically quite fast, usually around 0.5 to 2 seconds. However, certain circumstances can cause ejection to take considerably longer:
- Manual Ejection: An operator removes the parts by hand, which significantly increases ejection time.
- Air Ejection: Air jets push the part out of the mold. This method is relatively fast but still needs to be factored into the cycle time.
- Robot Ejection: Common in high-volume production, robots are used to remove parts from the mold and place them on a conveyor belt.
This method is used in particular when:- Parts don’t eject easily on their own.
- Parts can’t fall freely due to risk of scratching or damage.
- Cavities require sorting & identification for downstream processes.
Each method has its trade-offs and cannot only be evaluated based on the cycle time. If a project does not need robot ejection, it does not make sense to add it. Same goes with small volume production that could use a robot but will be done by a human operator due to cost reasons.
Full formula to calculate the cycle time
Putting it all together and you will have a good estimation of the injection molding cycle time. To make things a bit easier for you, you can also use the calculator from this website, which basically applies the formulas shown in this post. Here is the calculator.
t = tM + tS + ti + tH + tC + tO + tE
Factors Affecting Cycle Time
Many factors can influence the cycle time. Most companies aim for the shortest possible cycle time while still meeting the required quality standards.
Some of the main factors include:

Material type
Material selection has a significant impact on cycle time, especially during the cooling phase. With the wide variety of materials available, each with unique properties, it’s easy to see how material choice can greatly affect the process.
Thermal Conductivity
The material’s ability to conduct heat plays a major role. Materials with higher thermal conductivity cool faster as they transfer heat more efficiently. On the other hand, materials with lower thermal conductivity cool more slowly, extending the cooling time.
Heat deflection temperature (HDT)
Heat Deflection Temperature (HDT) measures a plastic material's ability to resist distortion under load at elevated temperatures. Materials with a higher HDT typically result in shorter cooling times, as reflected in cooling time formulas.
Processing temperature
Plastic materials have different processing temperatures due to their varying melting points.
High-temperature processing materials like Nylon (PA) and Polycarbonate (PC) are commonly processed at around 300°C (572°F).
Low-temperature processing materials, such as Polypropylene (PP), ABS, and High-Density PE (HDPE), are typically processed at around 200°C (392°F) or even lower. Cooling down from lower processing temperatures consequently requires less time.
Wall thickness
Wall thickness has the biggest impact on cycle times. The thicker the wall, the longer it takes for the molten plastic in the center to solidify. To optimize cycle times, it’s best to aim for the smallest wall thickness possible while still meeting the required strength or functionality.
For increased stability, adding ribs to strengthen the structure is often a better solution than simply increasing wall thickness. This approach reduces cooling time while maintaining the part’s integrity.
Shrinkage
Shrinkage affects cycle time by influencing the time needed for parts to stabilize within the mold. Higher shrinkage rates mean the part will require more time to stabilize, reducing the risk of warping or dimensional inaccuracies.
PC and ABS have relatively low shrinkage rates, ranging from 0.4% to 0.7%, making them more stable. In contrast, materials like Nylon, PE, and PP can have shrinkage rates as high as 3–4%, which often results in longer stabilization times.
Mold design
Gates
Gate placement and design plays a crucial role in filling the mold efficiently. You need an even filling to have the best cycle time possible and smallest chance for defects.
For larger parts, multiple gates can be used at different locations to achieve a smooth filling. However, certain areas of the part, such as cosmetic zones or functional areas, might restrict gate placement. During the design stage all those issues need to be considered.
Cooling channels
Cooling channel design is a critical aspect of mold design, you will barely find molds without them. These channels carry a chilled liquid (or heated liquid for thermoset molds) to transfer heat in or out of the part. For simplicity, let’s focus on regular injection molds using water in their cooling channels.
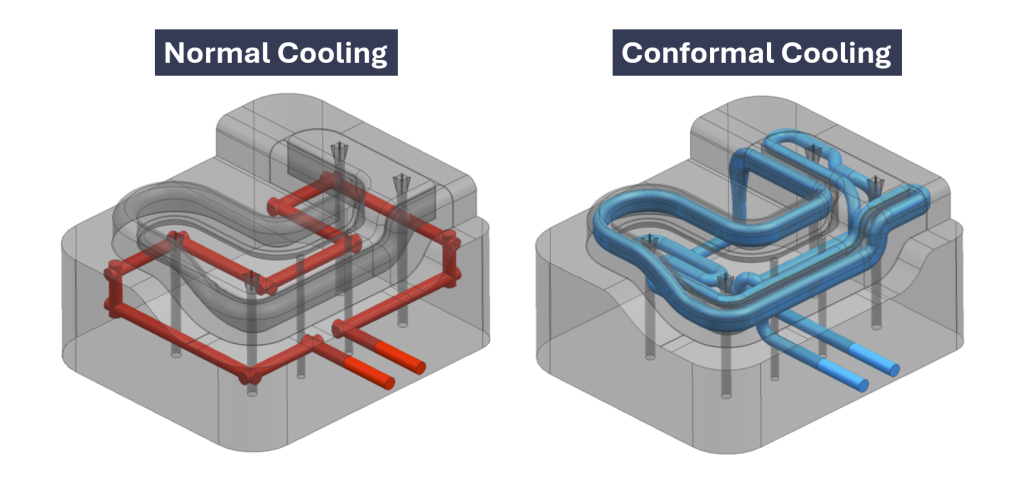
The closer these channels are to the plastic part, the more effectively they can absorb heat and cool the part down. In conventional manufacturing, cooling channels are mostly drilled and are therefore straight.
In recent years, 3D-printed conformal cooling channels have become a popular solution for high-volume production molds. These channels are custom-designed to follow the part's geometry, improving heat transfer and reducing cycle times by 10–30%, which can translate into significant cost savings for molders.
While 3D printed components like cavities, cores, or sliders add to the initial mold cost, the potential savings in cycle time often outweigh these expenses, making it a worthwhile investment for many manufacturers.
Machine efficiency
Machine efficiency also plays a key role in cycle time. Any process independent of the material or part cooling falls under the machine's efficiency.
Modern injection molding machines are designed for improved efficiency. They can melt plastics more quickly, move the screw faster, and generally reduce the time needed for filling and ejection. These advancements help to shorten cycle times and improve overall production output and quality.
Impact of Cycle Time on Production Efficiency
Cycle time is one of the most critical factors in production efficiency. For long-running production jobs, even small cycle time reductions can save hours of machine operation.
The goal is usually to minimize cycle time while maintaining the required dimensions and quality of the molded part. This can lead to huge cost savings.
Here’s a simplified example:
Scenario 1:
Part: 50s cycle time, 1 cavity mold, shot weight 50g
Material: ABS, $4/kg,
Machine: 300T Injection machine, $40/h rate
Quantity needed: 1,000,000 pcs per year
Cost to produce: $200,000 material + $555,000 machining cost = $755,000
Scenario 2 decreased cycle time by 10%:
Part: 45s cycle time, 1 cavity mold, shot weight 50g
Material: ABS, $4/kg,
Machine: 300T Injection machine, $40/h rate
Quantity needed: 1,000,000 pcs per year
Cost to produce: $200,000 material + $500,000 machining cost = $700,000
A 5-second difference in cycle time resulted in a $55,000 cost difference over the course of a year. This shows how much of an impact the cycle time can be on the profitability of a project. Especially important for injection molders, who usually work on very thin margins.
How to optimize the cycle time
Optimize Cooling Time
As mentioned earlier, cooling time is a major factor in the overall cycle time. It can be most effectively optimized using advanced cooling techniques like conformal cooling, which is currently the best way to stay ahead of the competition.
Few other factors have as much impact, as injection molding is already a highly researched and refined process.
If you’re interested in learning more about conformal cooling, any experienced mold maker should be able to provide insights. By now, most mold makers are well aware of this technique, and many already offer it as part of their services.
Improved mold design
The mold must be well-designed to ensure efficient material flow and effective cooling. The plastic needs to flow evenly throughout the mold to minimize stress and reduce the risk of defects.
In some instances, a polished mold surface can also improve the efficiency by decreasing the adhesion of plastic to the mold, to ensure a smooth ejection. If parts are sticking to the mold, they need extra time to be removed.
This not only improves cycle time but also enhances the overall quality of the finished parts.
Use Automation
If the part needs to be removed manually and cannot be ejected automatically, investing in automation with robots can save significant time.
There are many suppliers specializing in this field. They provide robot arms, install them on your machine, and often assist in configuring the setup for specific parts. This solution not only improves efficiency but also reduces labor costs in the long run.

Regular Maintenance
Regular maintenance of the mold is crucial. Over time, efficiency can drop due to issues like clogged flow channels, blocked water cooling channels, or wear and tear. These problems not only lower production efficiency but also reduce part quality and lead to more defective parts.
Just as molding machines require routine maintenance, injection molds must be maintained according to the guidelines provided by the mold maker. It’s rare for a mold to run 1,000,000 shots without any maintenance or issues. Proper upkeep ensures consistent performance and longevity.