Plastic Injection Molding Cycle Time
Having a molding cycle time calculator in your tools can be incredibly useful. Whenever you work on a project and need to get some rough numbers for the business side of things, you will need it. For the manufacturing of all kinds of products, cycle time, next to material cost, is the most important factor. This molding cycle time estimator is for plastic injection molding only. Having access to it can help you greatly in planning your project's timeline and cost. However, you need to be aware that the exact number is difficult to get without testing or sophisticated software simulation.
Injection molding cycle time
Injection molding is the injection of a polymer into a mold under high pressure, where it is shaped. From beginning the injection until ejector the part of the mold counts as a cycle and usually lasts anywhere between 10 seconds and 2 minutes. The main stages are:
Clamping
Prior to the injection, both halves of the mold have to be closed. A clamping unit closes the mold. One side of the mold is attached to the injection molding machine and the other half can slide. As the clamping unit pushes both halves together, the material is injected.
Injection
The injection molding machine is fed with plastic pellets. Those pellets move forward towards the injection unit. Surround heat of the barrel in combination with pressure melts the pellets. The 'shot' is the volume of material injected into the mold. There are many parameters that have an influence on the injection process. As a rule of thumb, you can say that the injection time is finished once the mold fills 95%-99%.
Cooling
Cooling is probably the process that takes the longest time. As soon as plastic touches the interior of the mold, the cooling process begins. This is the reason why cooling channels are so important, to take the heat out of the mold and speed up the cooling process. The plastic hardens as it cools down and takes the desired shape. There may be a shrinking of the part during cooling. The most significant influence on cooling time is the wall thickness of the part and the plastic material that is used.
The mold opens when the part cooled down enough.
Ejection
This is the last stage where the part ejects out of the mold. This can be done by an ejection system, a robot, or even by hand. It all depends on the part itself and the quantity. The part shrinks during the cooling period and therefore sticks to the mold.
Part and mold design are crucial for a successful ejection.
Use cycle time calculator
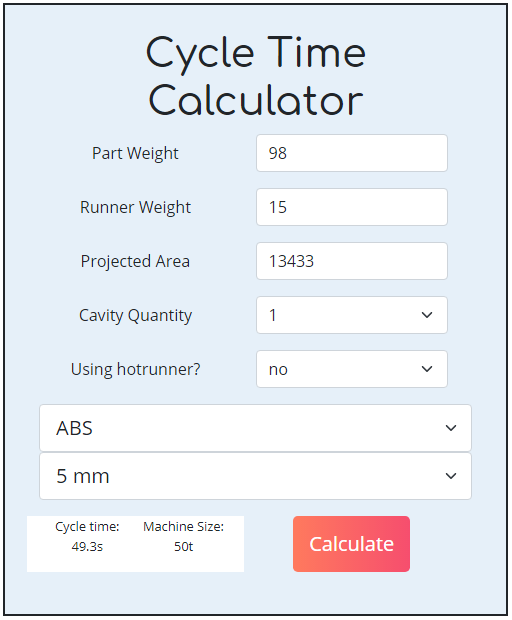
Using this cycle time calculator is rather simple, but you do need to know a few things about your part. Let’s start with the Part Weight:

Most CAD software can provide the weight of your part without problems (mass = density * volume). You might have also 3D printed your part for some initial evaluations. Knowing the weight is a must.

It might get a bit more tricky when it comes to runner weight. When plastic flows into the mold to fill the cavity, it leaves a connection (runner) of plastic that will also get ejected. If you do not have any idea what the runner weight is, just leave it empty. It won’t make a huge difference in our 'rough' calculation

As a projected area, you need to take the shadow coming from your part. Use your CAD software to think about which orientation your part has in the mold. Then throw a shadow and take its surface (mm^2). If you just need rough numbers, take the bounding box surface that faces the molding direction.
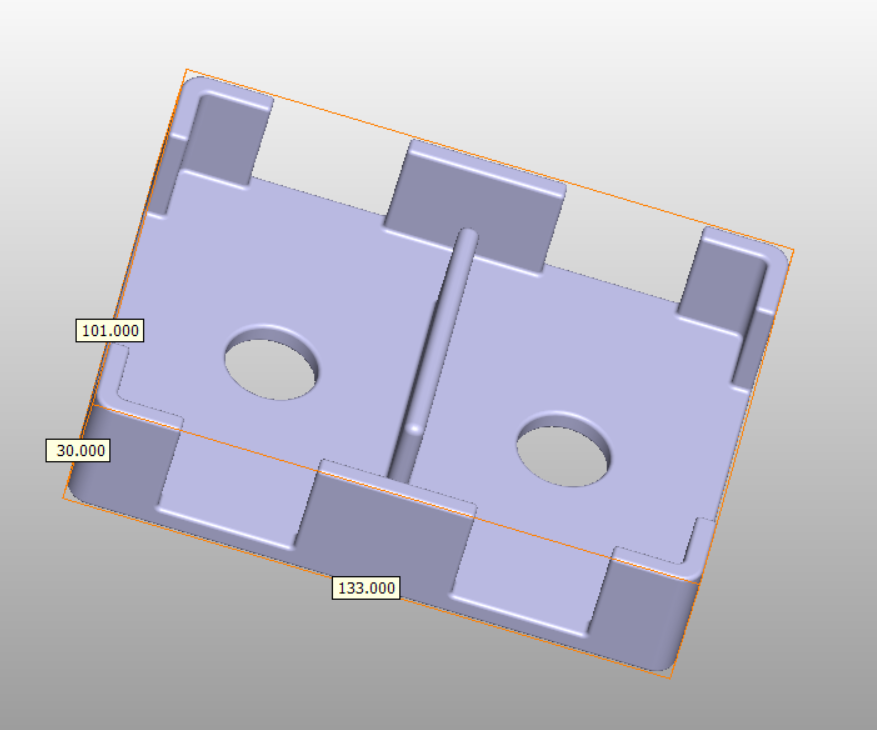
In this example, we can use 101mm * 133mm = 13,433mm^2 as the projected area.

The cavity quantity describes how many parts per cycle you want to produce. For projects with higher production volume (often small parts), it can save cost and time to use multiple cavities. In the example for this molding cycle time calculator, we just need 1 cavity. Keep in mind that increasing the number of cavities also increases your mold cost and the machine size. Make the decision based on what you need.

A hot runner system will be built into the mold and eliminates the runner (cold runner). This results in less waste. Additionally, it lowers the cycle time. Hot runners can be pretty expensive and are not always needed. As it is with many business investments, you only want to build/buy what is needed for your desired outcome. You do not need the perfect mold or the perfect cycle time, you need what is suitable for your project, and budget.
Plastic material and molding cycle time
Material and wall thickness make the most significant impact in this molding cycle time calculator. They dictate how long the part has to cool down before being ejected. There are thousands of materials being used in plastic injection molding. Generally, you can put most of them into the categories seen on the cycle time estimator tool. Select the material that is most similar to the one you want to use.
If you have not decided which material is suitable for your product, check out this page about selecting the right material.
For the average wall thickness, you need to use your CAD software once again.
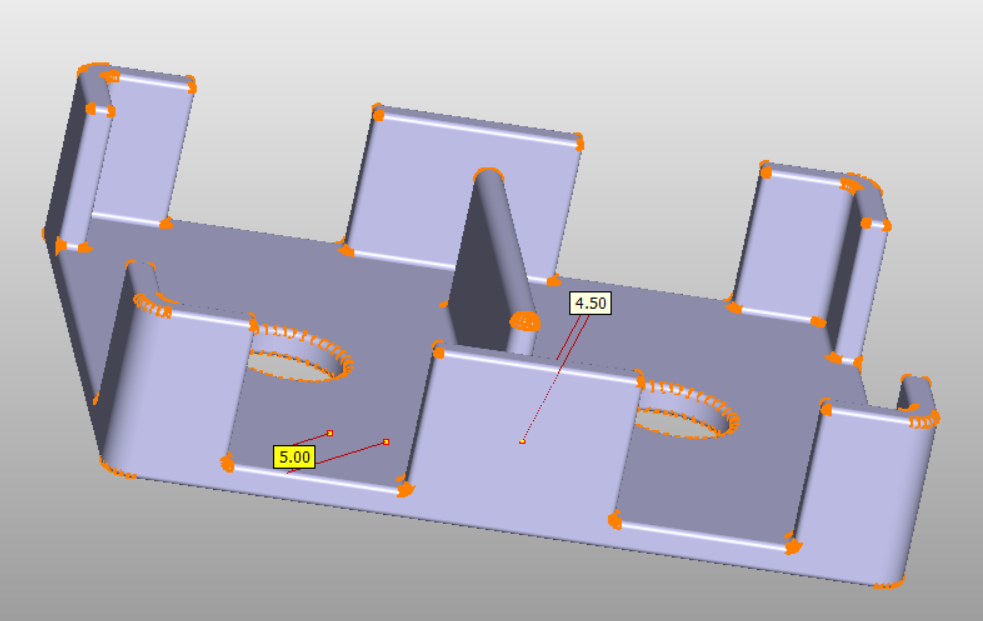
In this example, there are 2 major wall thicknesses. The majority of this part has 5mm wall thickness, thus let's select 5mm. If you are in doubt, better go for the bigger wall thickness, as it is a more conservative way of calculating. It is better to have the safety of a higher cycle time than to be disappointed when the production is not as fast as estimated. Coupled with the safety factor in the calculator itself, you should be on the safe side.
After entering all information, click on calculate and you will get the estimated cycle time and proposed injection tonnage. Injection tonnage can often be linked to the machine size. However, you need to take into consideration the overall size of your mold. Thus the estimated machine size is not so accurate. Work to improve this is in progress.